What Is a Photoelectric Sensor? From Working Principle to Sensors Selection
8 min
- What Is a Photoelectric Sensor
- Main Types of Photoelectric Sensors
- Photoelectric Sensor Selection Criteria
- Typical Application Scenarios
- Quick Selection Reference Table:
- FAQs
- Conclusion
In industrial automation, accurate and reliable object detection is crucial for efficiency, safety, and minimizing downtime. Engineers face challenges like high-speed production, complex assembly, and changing environments. This article introduces what photoelectric sensors are , and covers their Main Types,Selection Criteria,and Application Scenarios.
What Is a Photoelectric Sensor
A photoelectric sensor is a non-contact detection device that detects the position, presence, or motion of target objects by emitting and receiving light beams. Its core advantages include:
- Non-contact detection: Eliminates mechanical wear and extends service life
- High response speed: Response times can reach millisecond or even microsecond levels
- Broad material compatibility: Detects metals, plastics, glass, wood, paper, and more
Flexible detection range: Covers distances from a few millimeters to tens of meters Working Principle:
Working Principle:
The operation of a photoelectric sensor follows a five-step process:
| Step | Stage | Description |
| 1 | Emission | Light-emitting element (LED or laser diode) generates a light beam |
| 2 | Propagation | Optical lens assembly focuses and directs the beam to the detection zone |
| 3 | Interaction | Target object blocks, reflects, or refracts the light |
| 4 | Reception | Photoelectric receiver detects changes in light intensity |
| 5 | Output | Signal processing circuit converts the change into an electrical signal |
Main Types of Photoelectric Sensors
Based on detection principles and structural design, photoelectric sensors are classified into four main types, each with distinct characteristics in detection range, installation requirements, and application scenarios.
| Type | Detection Range | Installation Complexity | Anti-Interference | Cost Level | Typical Targets |
| Through-Beam | Longest, up to 30+ meters | High (alignment required) | Very Strong | Higher | Opaque objects, long-distance detection |
| Retro-Reflective | Medium to long distance | Medium (reflector needed) | Strong | Medium | Medium-distance, standard objects |
| Diffuse Reflective | Short distance | Low (single-side mount) | Moderate | Lower | Close-range, general detection |
| Background Suppression | Medium distance | Medium | Very Strong | Higher | Complex backgrounds, color-varying objects |
Through-Beam Sensors
Through-beam sensors have separate emitter and receiver units. Detection occurs when an object blocks the light beam. They offer the longest detection range (up to 30m+ ), strong resistance to ambient light, and high accuracy independent of object color. Installation requires precise alignment on both sides.
Applications: Conveyor product counting, large object detection, logistics sorting, multi-beam safety light curtains.
Retro-Reflective Sensors
Retro-reflective sensors integrate the emitter and receiver, using a reflector to return the light. Detection occurs when the reflection is interrupted. They are easy to install on one side, with ranges of 0.1–10m, but performance can be affected by dirty reflectors.
Applications: Packaging detection, automatic doors, medium-distance object detection.
Diffuse Reflective Sensors
Diffuse sensors rely on the target’s surface to reflect light back to the receiver. They are simple to install, cost-effective, and suitable for short-range detection, though color and surface reflectivity can affect performance.
Applications: Workpiece detection, product positioning, material level monitoring, general automation.
Background Suppression Sensors
Background suppression sensors use triangulation or Time-of-Flight to detect only targets within a set distance, filtering out background interference. They provide high stability, color-independent detection, and precision positioning, ideal for complex or dark surfaces.
Applications: Precision assembly, overlapping object detection, black/dark object detection, complex backgrounds.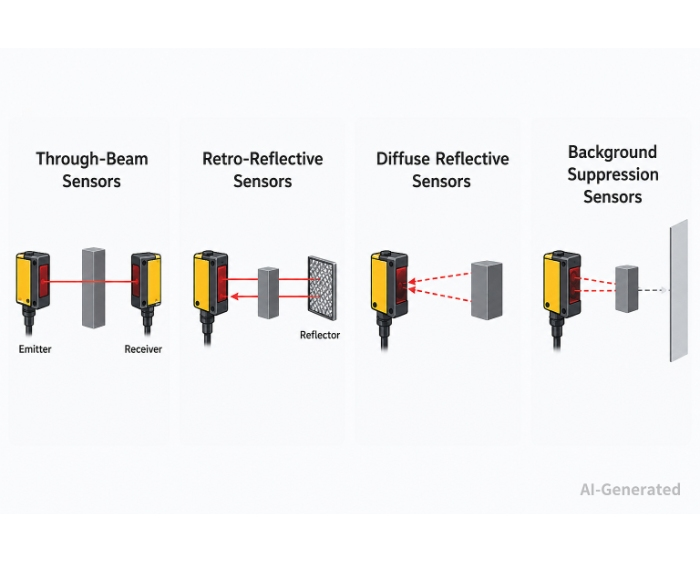
Photoelectric Sensor Selection Criteria
Proper selection is critical to ensuring stable and reliable sensor performance in real-world applications. The following sections outline selection considerations across six key dimensions.
Selection Decision Flow
The photoelectric sensor selection process is a structured, top-down workflow that begins by defining the detection purpose—such as presence, position, counting, or measurement—and the required response speed. Next, the characteristics of the target object, including material, color, dimensions, and transparency, are analyzed to guide the choice of sensor type, whether Through-Beam, Retro-Reflective, Diffuse Reflective, or Background Suppression. The actual detection distance and available mounting space are then established, incorporating a 20%–30% safety margin. Environmental factors like temperature, humidity, dust, vibration, and ambient light are evaluated, followed by alignment of the sensor’s output interface (PNP, NPN, relay, or analog) with the PLC or controller. Appropriate protection ratings (IP54, IP65, IP67, or IP69K) are confirmed, and finally, all parameters are validated against manufacturer specifications to finalize the part selection.
Key Selection Parameters
The table below shows the key selection parameters for photoelectric sensors.
| Selection Dimension | Category / Application Condition | Recommended Type / Range | Key Features / Notes |
| Detection Distance | Through-beam | 0.5m – 30m+ | Add ~20% margin; best immunity to environmental attenuation |
| Retro-reflective | 0.1m – 10m | Add ~25% margin; suitable for medium to long-range detection | |
| Diffuse reflective | 5mm – 3m | Add ~30% margin; more sensitive to target color and surface | |
| Background suppression | 10mm – 500mm | Add ~20% margin; strong resistance to background interference | |
| Target Object Characteristics | Opaque objects | All types | Selection depends on distance and mounting conditions |
| Black / dark-colored objects | Background suppression / laser type | Diffuse mode may cause missed detection | |
| Transparent objects | Polarized reflective / dedicated transparent detection sensors | Requires specialized models to avoid penetration errors | |
| Highly reflective objects | Background suppression / through-beam | Diffuse reflective types may trigger false detection | |
| Small objects | Laser / fiber-optic sensors | Beam spot size must match target dimensions | |
| Output Type | PNP | Sourcing PLC input (common in Europe) | High-level active, simple and intuitive wiring |
| NPN | Sinking PLC input (common in Asia) | Low-level active | |
| Relay output | Universal load compatibility | Can switch AC/DC loads, but slower response | |
| Analog output | Analog input modules | Provides continuous signal for precision measurement | |
| Protection Rating | Inside equipment / clean environments | IP54 | Control cabinets, clean rooms |
| General industrial environments | IP65 | Standard production lines | |
| High-dust environments | IP67 | Foundries, woodworking | |
| Washdown / humid environments | IP67 / IP69K | Food processing, pharmaceuticals, outdoor use | |
| Response Speed | Standard detection | 1ms – 5ms | Suitable for general-purpose applications |
| High-speed counting | 0.1ms – 1ms | High-speed response models required | |
| Precision positioning | 0.05ms – 0.5ms | Laser high-speed types recommended | |
| Ambient Light Interference | Strong light / outdoor / LED environments | Through-beam / background suppression preferred | Higher immunity to external light interference |
| — | Models with ambient light suppression | Improves stability in noisy optical environments | |
| — | Laser light source preferred over LED / IR | Best performance in high-interference conditions |
Typical Application Scenarios
Logistics and Warehouse Automation
In logistics and warehouse systems, photoelectric sensors are used for package detection, conveyor monitoring, automated sorting, and AGV navigation. They ensure accurate object positioning, detect blockages, and provide reliable triggering signals for automated material handling processes. Through-beam and retro-reflective sensors are the most common choices due to their long sensing range and stable performance.
Electronics Manufacturing
Photoelectric sensors play a key role in electronics manufacturing by detecting PCB positions, supporting SMT assembly, counting small components, and verifying assembly accuracy. They are also widely used in semiconductor production for wafer and chip positioning. Background suppression and laser photoelectric sensors are preferred for their high precision and detection stability.
Automotive Manufacturing
In automotive production, photoelectric sensors are used for vehicle body positioning, component presence verification, welding station detection, and robotic handling. They help improve automation accuracy and production efficiency while ensuring reliable process control. Through-beam and background suppression sensors are commonly selected for demanding automotive applications.
Quick Selection Reference Table:
| Application Requirement | Recommended Type | Key Considerations |
| Long-distance detection (>5m) | Through-Beam | Installation space, alignment accuracy |
| Medium distance, single-side mounting | Retro-Reflective | Reflector cleaning and maintenance |
| General close-range detection | Diffuse Reflective | Object color, surface characteristics |
| Complex backgrounds, dark objects | Background Suppression | Detection distance setting accuracy |
| Transparent object detection | Polarized / Dedicated | Product specialization |
| Precision positioning / measurement | Laser Type | Accuracy grade, response speed |
FAQs
Q1: What Is the Difference Between Photoelectric Sensors and Proximity Sensors ?
Proximity sensors mainly detect metal via electromagnetic induction, while photoelectric sensors use light to detect various materials with longer distances, faster response, and higher accuracy. Through-Beam and Background Suppression are ideal for long-distance or complex detection, and Retro-Reflective, Diffuse, Polarized, or Laser sensors suit specific applications.
Q2: Why Do Black Objects Often Cause Missed Detections?
Black surfaces absorb most light, greatly weakening the reflected signal; background suppression or laser sensors are recommended, standard diffuse reflective sensors should be avoided, and through-beam sensors can be used as a color-independent alternative.
Q3: Can Photoelectric Sensors Detect Transparent Objects?
Yes, photoelectric sensors can detect transparent objects, but specialized types are needed, such as polarized reflective sensors, transparent bottle sensors for PET or glass, and laser sensors that use high-directionality light for better detection.
Q4: How to Reduce False Detections in Photoelectric Sensors?
- Selection Phase: Choose the appropriate type based on detection targets and environment
- Installation Phase: Avoid positioning sensors directly facing strong light sources or highly reflective backgrounds
- Commissioning Phase: Set sensitivity appropriately with adequate detection margin
- Maintenance Phase: Regularly clean optical windows and reflectors
Q5: How to Choose Between NPN and PNP Outputs?
For PLC input types, sink input (current sinking) is typically paired with PNP sensors and is high-level active, while source input (current sourcing) is typically paired with NPN sensors and is low-level active. In terms of market convention, PNP is more widely used in Europe, whereas both NPN and PNP are commonly used in Asian markets.
Conclusion
Photoelectric sensors provide fast, reliable, and non-contact detection for a wide range of industrial automation applications. By understanding the characteristics of different sensor types and evaluating factors such as detection distance, target properties, environmental conditions, and output requirements, engineers can select the most suitable solution. Proper sensor selection not only improves detection accuracy and system reliability but also reduces downtime and maintenance costs over the long term.
Keep Learning
How to Select the Right Pressure Sensor?
Introduction: In previous articles, we explored “What Is a Pressure Sensor?” and “Pressure Sensors Explained: Working Principles, Types, and Applications,” covering the fundamentals of pressure sensors, including how they work, different sensor types, and their applications across industrial automation systems. However, understanding how pressure sensors work is only the first step. In real industrial applications, selecting the right pressure sensor requires engineers to consider multiple factors, in......
Pressure Sensors Explained: Working Principles, Types, and Applications
Introduction Pressure sensors are widely used in industrial automation, process control, hydraulic and pneumatic systems, HVAC, and medical equipment to measure the pressure of gases or liquids and convert it into electrical signals for PLCs, controllers, and monitoring systems. In our previous article, "What Is a Pressure Sensor? Definition & Applications" we introduced the definition and industrial applications of pressure sensors in detail. In this guide, we will explain the main types of pressure ......
Pressure Sensor Explained: Definition & Applications
Pressure is a critical parameter in industrial automation, hydraulic systems, HVAC, and process control. A JLCMC pressure sensor is designed to detect changes in gas or liquid pressure and provide accurate data for pressure measurement, pressure monitoring, and automation control. By delivering real-time pressure information, it helps improve equipment reliability, operational safety, and production efficiency across applications ranging from factory automation to water treatment. This guide explains ......
What Is a Load Cell? Working Principle, Types, Applications & How to Choose One
Introduction Accurate weight measurement is essential in industrial processes such as batching, packaging, process control, and material handling. Even small errors can affect product quality, efficiency, and inventory accuracy. In automation systems, load cells are widely used as the key sensing element for weight and force measurement. This article introduces what is a load cell, explains different load cell types, outlines common load cell applications, and highlights key selection considerations. ......
What Is a Photoelectric Sensor? From Working Principle to Sensors Selection
In industrial automation, accurate and reliable object detection is crucial for efficiency, safety, and minimizing downtime. Engineers face challenges like high-speed production, complex assembly, and changing environments. This article introduces what photoelectric sensors are , and covers their Main Types,Selection Criteria,and Application Scenarios. What Is a Photoelectric Sensor A photoelectric sensor is a non-contact detection device that detects the position, presence, or motion of target object......
Reliable Pressure Sensor Supplier for Industrial & Commercial Applications
In today's industrial and commercial environments, accuracy and dependability are not nice to have; they're imperative. Pressure measurement is the lifeblood of monitoring and controlling many processes, facilitating safety and efficiency. With applications in HVAC systems and manufacturing lines, to automotive systems and medical devices, pressure sensors are a critical component. Choosing the wrong pressure sensor manufacturer can mean another nightmare down the line. JLCMC is a leading solution for......