Threaded Inserts for Metal: Applications, Types, Installation Tips, and Selection Guide
20 min
- 1. What Are Threaded Inserts for Metal?
- 2. Why Metal Parts Still Need Threaded Inserts
- 3. Common Metal Structures That Benefit from Threaded Inserts
- 4. Main Types of Threaded Inserts for Metal
- 5. Application-Based Selection Guide
- 6. How to Install Threaded Inserts in Metal
- 7. Reference Installation Data for Metal Inserts
- 8. Why Pilot Hole Size Matters
- 9. Threaded Inserts in Aluminum Assemblies
- 10. Threaded Inserts in Mechatronic Design
- 11. Threaded Inserts vs Direct Tapping in Metal
- 12. Common Mistakes When Using Threaded Inserts for Metal
- 13. FAQ: Threaded Inserts for Metal
- 14. Conclusion
1. What Are Threaded Inserts for Metal?
Threaded inserts for metal are fastening components used to create, reinforce, or repair internal threads in metal parts. They are installed into a prepared hole and provide a durable internal thread for a screw, bolt, or stud.
In many metal assemblies, a directly tapped hole is enough. Steel parts with sufficient thread engagement can often hold fasteners reliably for years. But not every metal part has that luxury. Aluminum plates, cast housings, thin brackets, fixture blocks, and frequently serviced covers can all suffer from thread wear, stripped holes, or poor long-term fastening performance.
That is where threaded inserts become useful.
A threaded insert can help a metal part:
· Restore a damaged thread
· Improve thread wear resistance
· Preserve the original nominal thread size after repair
· Support repeated assembly and disassembly
· Improve serviceability in soft metals
· Reduce the need to scrap expensive machined parts
For a broader overview of insert types, materials, and installation methods, see our threaded inserts guide.
In mechatronic assemblies, threaded inserts are especially valuable because components are often adjusted, removed, and reinstalled during testing, commissioning, and maintenance. A sensor bracket may be repositioned several times. A motor plate may be removed during troubleshooting. A fixture block may be reused for different workpieces. A reliable thread keeps these adjustments from turning into a repair problem.
Small part, big responsibility. Not every hero in a machine gets a motor cable.
2. Why Metal Parts Still Need Threaded Inserts

At first glance, using threaded inserts in metal may seem unnecessary. After all, metal can usually be drilled and tapped directly. But the real question is not whether a tapped hole works on day one. The better question is whether it will still work after repeated use, vibration, maintenance, and occasional human over-tightening.
Metal threaded inserts are useful when the parent material or service conditions make a simple tapped hole less reliable.
Soft Metals Can Wear or Strip
Aluminum is one of the most common materials in automation equipment. It is lightweight, easy to machine, and suitable for brackets, plates, housings, and structural components. However, aluminum threads are easier to damage than steel threads, especially when steel screws are repeatedly installed and removed.
Magnesium alloys, zinc alloys, and some cast metals can have similar concerns. The tapped thread may be acceptable for a one-time assembly, but repeated servicing can gradually reduce thread quality.
Expensive Parts Are Worth Repairing
A stripped thread in a small sheet-metal bracket may be annoying. A stripped thread in a CNC-machined aluminum plate, gearbox housing, or custom fixture block can be expensive.
Threaded inserts allow damaged holes to be repaired without replacing the whole component. In maintenance work, this is often the difference between a quick repair and a costly replacement.
Serviceability Matters in Real Machines
Machines are not museum objects. Covers are opened. Sensors are adjusted. Motors are swapped. Fixtures are modified. Threaded inserts help these service points survive repeated use.
This is particularly important in automation and mechatronics, where mechanical alignment and electrical function often depend on the same small bracket or mounting point.
3. Common Metal Structures That Benefit from Threaded Inserts
Instead of thinking only in terms of material, it is more useful to think in terms of structure and function. A threaded insert is selected not just because the part is metal, but because that metal part has a fastening job that may challenge a standard tapped hole.
Aluminum Mounting Plates
Aluminum mounting plates are widely used for motors, sensors, linear motion components, pneumatic parts, and compact automation modules. These plates often carry multiple threaded holes, and some of those holes may be used repeatedly during assembly or adjustment.
Threaded inserts can improve durability in screw positions that are frequently serviced or exposed to higher tightening loads. For example, a motor plate used during prototype testing may see repeated motor removal. A threaded insert helps preserve the mounting thread while keeping the original nominal thread size.
Machine Frames and Modular Structures
Machine frames often combine aluminum extrusion, machined plates, brackets, and covers. In these structures, threaded inserts can support removable panels, adjustment blocks, cable clamps, sensor mounts, and accessory plates.
In modular systems, parts are frequently repositioned. A reliable internal thread helps keep the frame serviceable without damaging the base component.
This is a natural place to connect threaded inserts with aluminum extrusion accessories, hex socket screws, and related fastening components.
Fixture Plates and Tooling Blocks
Fixture plates, inspection fixtures, assembly jigs, and test benches often require repeated clamping and adjustment. A tapped hole that is tightened and loosened every day may wear over time, especially in aluminum or softer metals.
Threaded inserts are useful in these high-use fastening points because they improve thread durability and reduce the chance of damaging the base plate.
In fixture work, repeatability is everything. A thread that looks “almost fine” may still cause inconsistent clamping or alignment. That is a small detail with a very large ability to ruin someone’s afternoon.
Cast Housings and Maintenance Parts
Cast housings can be expensive to replace, especially in motors, pumps, gearboxes, or pneumatic components. When an internal thread is damaged, a threaded insert can restore the fastening point while preserving the larger component.
However, cast materials require caution. Some cast metals are hard, brittle, or inconsistent in structure. Self-tapping inserts are not automatically the best choice for every cast material. Pilot-hole preparation, wall thickness, installation torque, and material condition must be checked carefully.
In many repair cases, wire thread inserts or key-locking inserts may be more appropriate than forcing a self-tapping insert into an unsuitable material.
Mechatronic Assemblies
Mechatronic systems combine mechanical structure, motion control, sensing, and electrical hardware. Threaded inserts can support all of these areas indirectly by keeping mechanical fastening points reliable.
Typical locations include sensor brackets, actuator mounting blocks, motor plates, linear guide accessory plates, cable clamp bases, protective covers, pneumatic valve plates, and control enclosures.
JLCMC offers threaded inserts and related fastening components for mechanical and mechatronic assemblies, including screws, bolts, washers, aluminum extrusion accessories, sensor brackets, and linear motion parts. Used together, these components help engineers build fastening systems that are stable, adjustable, and easier to maintain.
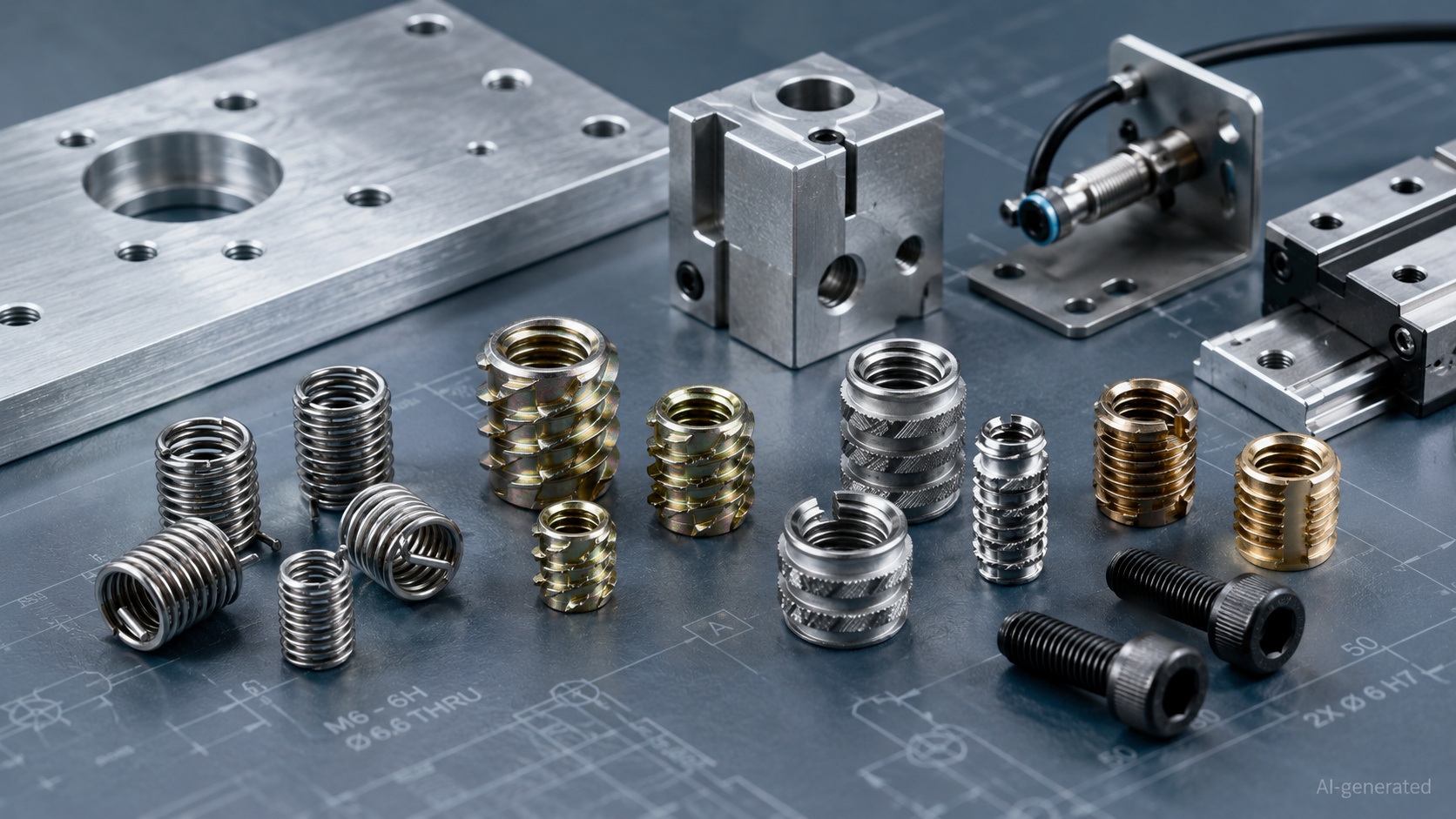
4. Main Types of Threaded Inserts for Metal
Different metal applications require different insert designs. The best choice depends on whether the goal is thread repair, thread reinforcement, repeated serviceability, or higher mechanical retention.

Wire Thread Inserts
Wire thread inserts, also called helical thread inserts or coil thread inserts, are made from precision-formed wire. They are widely used for repairing stripped threads and reinforcing internal threads in metal parts.
A critical detail: wire thread inserts are not installed into an ordinary tapped hole of the same nominal size. The receiving thread must be prepared with the correct drill size and a special STI tap. STI stands for Screw Thread Insert. The STI receiving thread is larger than the final internal thread used by the screw.
For example, if the final screw size is M6 × 1.0, the receiving thread is not a standard M6 × 1.0 tapped hole. The hole must be prepared with the proper drill size and tapped with an M6 × 1.0 STI tap. After the wire insert is installed, the internal thread becomes the intended M6 × 1.0 thread for the mating screw.
This point matters. Using a normal metric tap instead of an STI tap will make the installation fail or produce an unreliable thread.
Wire thread inserts are a strong option when the original nominal thread size must be preserved, especially in aluminum housings, motor plates, fixture blocks, and machine repair work.
Tangless Wire Thread Inserts
Tangless wire thread inserts work like traditional wire inserts but do not require tang break-off after installation. This makes them useful in blind holes, compact housings, enclosed mechanisms, and applications where loose metal fragments should be avoided.
For precision equipment and clean mechanical assemblies, tangless inserts can make the installation process cleaner and easier to control.
Self-Tapping Thread Inserts
Self-tapping thread inserts are solid inserts with external cutting features. They form their own external thread in a prepared hole during installation. This makes them useful for suitable soft metals and machinable materials where a durable internal thread is needed without using an STI tap process.
They are often selected for aluminum plates, light to medium-duty brackets, mechanical covers, and some repair applications.
Cast or low-ductility materials require more care. Cast iron, for example, is hard and brittle compared with aluminum. Although some self-tapping insert designs may be compatible with certain cast materials, it should not be treated as a casual or universal application. Correct pilot-hole diameter, chamfering, alignment, and controlled installation torque are essential.
Heavy-Duty Solid Thread Inserts
Heavy-Duty Solid Thread Inserts are designed for higher load capacity, stronger wall structure, or improved pull-out resistance. They are useful where a standard insert may not provide enough support, such as medium-duty fixture plates, actuator support blocks, machine guards, or larger repair points.
The surrounding material still defines the real joint strength. A strong insert in a thin or weak wall does not create a strong joint. Wall thickness, edge distance, and load direction must still be checked.
Key-Locking Thread Inserts
Key-locking thread inserts are solid threaded inserts with locking keys that are driven into the parent material after installation. These keys help prevent the insert from rotating under torque or vibration.
They are often selected for high-strength repair, vibration-prone assemblies, and heavily serviced metal components.
A key-locking insert typically requires more preparation than a simple self-tapping insert, but the mechanical retention is stronger. In applications where failure is costly, that extra installation effort can be worthwhile.
5. Application-Based Selection Guide
The table below is more useful than simply matching an M6 insert with an M6 screw. Thread size is only the starting point. The better selection question is: what problem does the insert need to solve?
| Application Condition | Better Insert Direction | Why It Fits |
| Stripped internal thread in aluminum | Wire thread insert | Restores the original nominal thread size and reinforces the thread |
| Damaged thread in a high-load metal part | Key-locking thread insert | Adds stronger mechanical locking and anti-rotation support |
| Frequently removed machine cover | Wire thread insert or self-tapping insert | Improves thread wear resistance over repeated service cycles |
| Aluminum sensor or motor bracket | Self-tapping insert or wire thread insert | Helps maintain reliable threads in soft metal mounting points |
| Fixture plate with repeated clamping | Heavy-duty self-tapping insert or key-locking insert | Better suited for repeated tightening and higher loads |
| Precision housing with blind holes | Tangless wire thread insert | Avoids tang break-off and loose metal fragments |
| Cast housing thread repair | Wire thread insert or key-locking insert | More controlled than forcing a self-tapping insert into brittle material |
| Vibration-prone machine point | Key-locking insert or wire thread insert | Improves insert retention under torque and vibration |
This kind of application-based selection is more practical than choosing by nominal thread size alone. Two M6 inserts can behave very differently depending on outside diameter, length, installation method, material, and locking structure.
6. How to Install Threaded Inserts in Metal

The installation process depends on the insert type, but the basic engineering logic is consistent: prepare the hole correctly, keep the insert aligned, control installation force, and verify the final thread.
Step 1: Inspect the Application
Before choosing an insert, identify the metal, load type, hole condition, and service requirements.
Useful questions include:
1.What metal will the insert be installed into?
2.Is this a new design or a thread repair?
3.Does the original nominal thread size need to be preserved?
4.Will the fastener be removed repeatedly?
5.Is the main load pull-out, torque, shear, or vibration?
6.Is the hole blind or through?
7.Is there enough wall thickness around the insert?
8.Is corrosion resistance required?
9.What installation tools are available?
10.Does the application require thread repair, reinforcement, or repeated serviceability?
These questions help prevent the most common mistake: choosing the insert only by internal thread size.
Step 2: Prepare the Hole Correctly
For wire thread inserts, drill the hole to the specified diameter and use the correct STI tap. Do not use a normal metric tap of the final screw size.
For self-tapping inserts, prepare the pilot hole according to the insert specification. If the hole is too small, installation torque may become excessive. If the hole is too large, the insert may spin or lose pull-out strength.
For key-locking inserts, follow the specified drilling, tapping, counterboring, and key-locking steps.
Step 3: Keep the Insert Aligned
A crooked insert creates a crooked screw path. In metal assemblies, this can cause uneven clamping, poor bracket fit, screw binding, or alignment problems.
Use a suitable installation tool and keep the insert perpendicular to the surface. For precision work, a guide fixture, drill press, or controlled installation setup can improve consistency.
Step 4: Control Installation Torque
Installation torque is not something to ignore. Excessive torque can damage the insert, installation tool, or parent metal. This is especially important for self-tapping inserts in harder or brittle materials.
If the insert suddenly becomes difficult to drive, stop and check the pilot hole diameter, hole depth, burrs, chips, material hardness, and alignment.
More force is not always the answer. Sometimes it is just a louder way to make a bad hole worse.
Step 5: Verify the Final Thread
After installation, check the mating screw or bolt. It should thread smoothly without wobble, binding, or cross-threading.
For production or critical assemblies, additional inspection may include thread gauge checking, seating depth inspection, torque testing, pull-out testing, or visual inspection for cracks and deformation.
7. Reference Installation Data for Metal Inserts
The correct dimensions always depend on the insert series, manufacturer, parent material, and installation method. Still, a reference table can help engineers understand which data should be checked before production.
The table below gives general reference values for self-tapping threaded inserts in metal. It should not be used as a universal standard.
| Internal Thread | Typical Insert OD | Typical Insert Length | Reference Pilot Hole Ø | Reference Hole Depth | Design Note |
| M3 | 5.0 mm | 6 mm | 4.6–4.8 mm | 8 mm | Compact brackets and small metal housings |
| M4 | 6.5 mm | 8 mm | 6.0–6.2 mm | 10 mm | Sensor brackets and compact mounting plates |
| M5 | 8.0 mm | 10 mm | 7.3–7.6 mm | 12 mm | General automation mounts and medium covers |
| M6 | 10.0 mm | 14 mm | 8.9–9.4 mm | 16 mm | Medium-duty brackets, handles, and fixture blocks |
| M8 | 12.0 mm | 15 mm | 10.9–11.4 mm | 17 mm | Stronger brackets, machine guards, and frame accessories |
| M10 | 14.0 mm | 18 mm | 12.9–13.4 mm | 20 mm | Heavy fixtures, machine bases, and repair points |
| M12 | 16.0 mm | 22 mm | 14.9–15.4 mm | 24 mm | Larger structural interfaces and heavy-duty repair |
For wire thread inserts, do not use this self-tapping table. Wire thread inserts require their own drill size, STI tap, insert length selection, and installation tool.
For production parts, always check the product drawing or technical datasheet. The pilot hole is not a suggestion. It is the difference between a reliable insert and a very confident failure.
8. Why Pilot Hole Size Matters
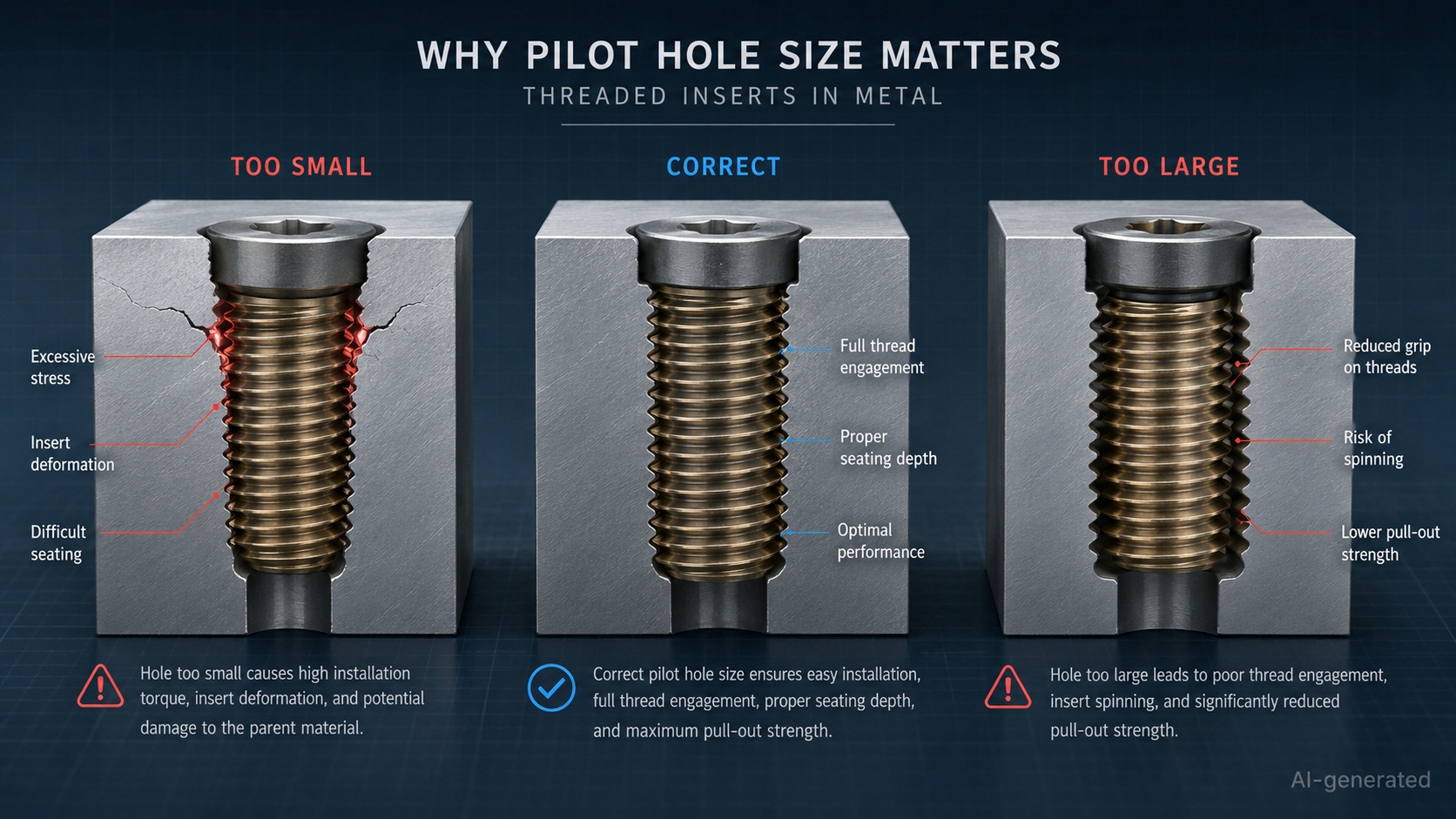
Pilot hole size is one of the most important details in threaded insert installation.
If the pilot hole is too small, the insert may require excessive installation torque, deform during installation, damage the external cutting thread, crack brittle material, or fail to reach the correct depth.
If the pilot hole is too large, the insert may spin during screw tightening, lose pull-out strength, sit loosely in the parent metal, or fail under vibration.
A correct pilot hole allows the insert to engage the metal properly without overstressing the insert or the part.
This is why threaded insert installation should be based on specifications, not guesswork. “It looks close enough” is not a measurement system. It is just optimism wearing safety glasses.
9. Threaded Inserts in Aluminum Assemblies
Aluminum deserves special attention because it is one of the most common metals used in automation and mechatronics.
It is lightweight, easy to machine, and practical for plates, housings, brackets, and frames. But aluminum threads can wear faster than steel threads, especially when screws are removed and reinstalled many times.
Threaded inserts are often placed in aluminum parts where long-term serviceability matters most:
· Motor mounting points
· Sensor adjustment brackets
· Linear actuator support plates
· Pneumatic valve mounting plates
· Cable clamp locations
· Control enclosure covers
· Adjustable stops
· CNC fixture plates
In many aluminum assemblies, the insert is not used because the first assembly would fail. It is used because the tenth maintenance cycle should still work.
That is the difference between “assembled” and “designed for maintenance.”
10. Threaded Inserts in Mechatronic Design
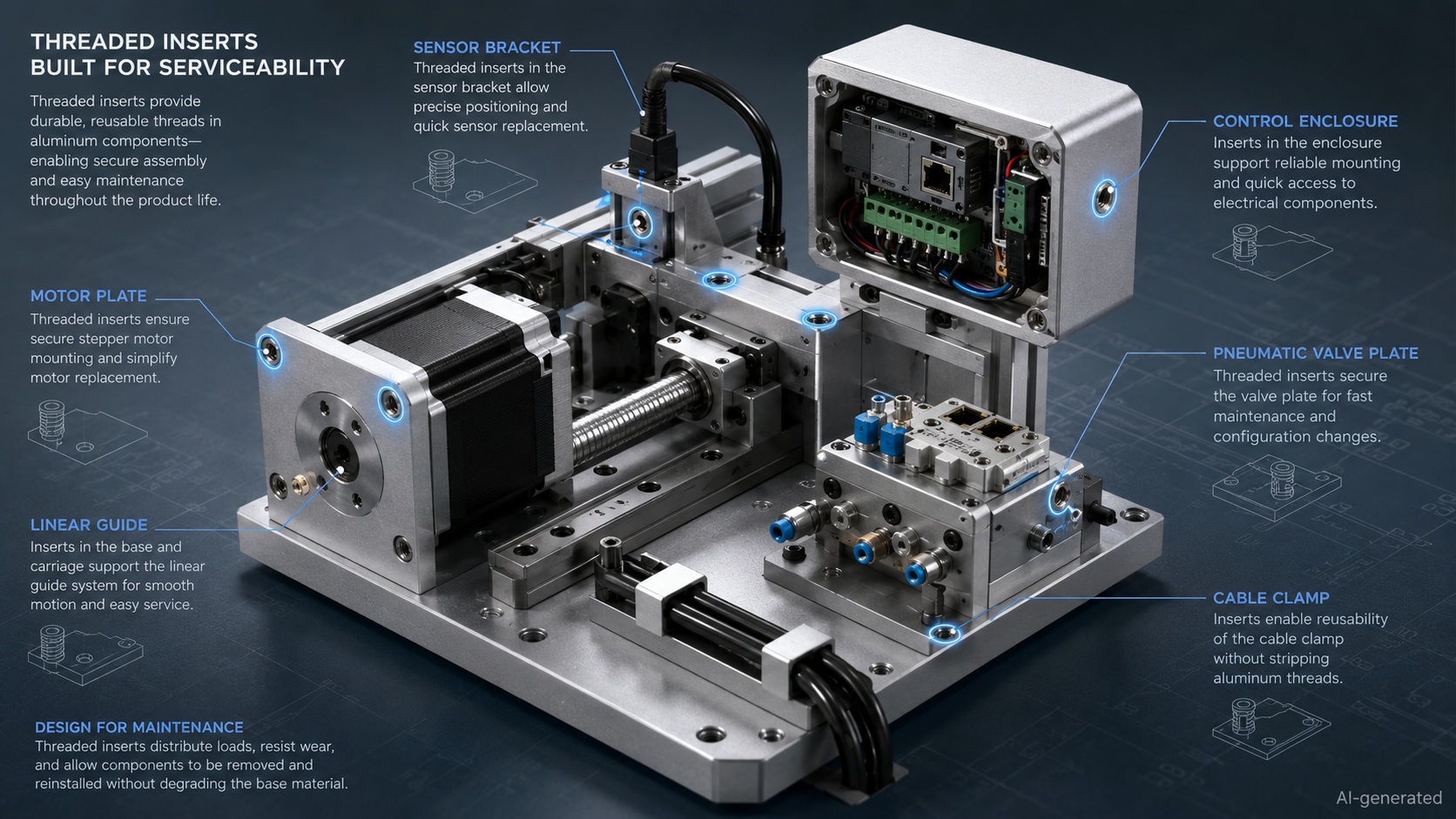
A mechatronic module may include a stepper motor, servo motor, linear guide, sensor bracket, machined aluminum plate, cable clamp, pneumatic valve, and control enclosure. Each of these parts may involve threaded fastening points.
Some screws are installed once. Others are removed during testing, calibration, or repair.
Threaded inserts help protect the fastening points that are most likely to be serviced. This makes them valuable in:
· Prototype equipment that changes frequently
· Sensor mounts that need repeated adjustment
· Motor plates used for testing different motor sizes
· Fixture blocks adapted for different workpieces
· Modular equipment with removable covers
· Production machines with regular maintenance access
In this context, threaded inserts are part of design-for-maintenance. They help engineers build machines that can be adjusted and repaired without destroying the threaded holes.
Good machine design is not only about working on day one. It is about still being serviceable after months of real use.
11. Threaded Inserts vs Direct Tapping in Metal
Direct tapping is simple and often effective. Drill the hole, tap the thread, and install the screw. For strong metals and low-maintenance applications, it may be the best choice.
Threaded inserts become more useful when the design requires better durability, repairability, or repeated use.
Use direct tapping when:
· The metal is strong enough
· The part has enough thread engagement length
· The screw will not be removed often
· The load is moderate
· Cost and speed are the main priorities
Use threaded inserts when:
· The parent metal is soft
· The thread is already damaged
· The screw will be removed frequently
· The joint sees vibration
· Pull-out resistance matters
· The part is expensive to replace
· The original nominal thread size must be preserved after repair
· Maintenance reliability is important
Direct tapping and threaded inserts are not enemies. They are design options. The correct choice depends on material, load, cost, and service life.
12. Common Mistakes When Using Threaded Inserts for Metal

Threaded inserts are reliable when installed correctly, but many failures come from avoidable mistakes.
Using a Normal Tap for Wire Thread Inserts
Wire thread inserts require an oversized STI receiving thread. A normal tap of the final screw size will not work.
Ignoring Pilot Hole Diameter
The pilot hole controls installation torque, holding strength, and insert seating. It should match the insert specification.
Installing the Insert at an Angle
Misalignment causes poor screw engagement and uneven clamping. This is especially harmful in precision brackets and machined plates.
Over-Tightening the Mating Screw
The insert may be strong, but the parent metal still has limits. Over-tightening can damage the insert, screw, or surrounding material.
Treating Cast Materials Like Aluminum
Cast materials may be harder, more brittle, or less consistent than wrought aluminum. Insert selection and installation should be more cautious.
Choosing by Thread Size Only
An M6 insert is not just an M6 insert. Outside diameter, length, wall thickness, installation method, material, and load requirement all matter.
13. FAQ: Threaded Inserts for Metal
What are threaded inserts for metal used for?
Threaded inserts for metal are used to create, reinforce, or repair internal threads in metal parts. They are common in aluminum plates, machine frames, cast housings, fixture blocks, motor mounts, and automation components.
Can threaded inserts be used in aluminum?
Yes. Aluminum is one of the most common applications for threaded inserts because aluminum threads can wear or strip under repeated assembly. Wire thread inserts and self-tapping inserts are commonly used in aluminum parts.
How do you install threaded inserts in metal?
The process depends on the insert type. In general, drill the correct hole, prepare the receiving thread or pilot hole, keep the insert aligned, install it with controlled torque, and verify the final internal thread with the mating screw or gauge.
Do wire thread inserts need a special tap?
Yes. Wire thread inserts require an oversized STI receiving thread made with the correct STI tap. A normal metric tap of the final screw size will not prepare the correct receiving thread.
Are self-tapping inserts good for metal?
Self-tapping inserts can work well in aluminum, soft metals, and selected machinable materials. They require the correct pilot hole and controlled installation torque. Cast or brittle materials need extra care.
What is the difference between wire thread inserts and key-locking inserts?
Wire thread inserts are coil-style inserts used to repair or reinforce internal threads while preserving the nominal screw size. Key-locking inserts are solid inserts with locking keys that provide stronger anti-rotation performance for higher-load repairs.
Can threaded inserts repair stripped metal threads?
Yes. Threaded inserts are widely used to repair stripped threads. The best insert type depends on the hole condition, parent metal, load, and whether the original nominal thread size must be preserved.
Do threaded inserts prevent bolts from loosening?
Standard inserts do not prevent loosening by themselves — that depends on preload, washers, and threadlocker. However, screw-lock wire thread inserts with a deformed locking coil are specifically designed to add prevailing torque and resist vibration loosening.
14. Conclusion
Threaded inserts for metal are small components with a major role in mechanical reliability. They reinforce weak threads, repair damaged holes, preserve screw sizes, and improve service life in metal assemblies.
In aluminum plates, cast housings, machine frames, fixtures, and mechatronic components, threaded inserts help fastening points survive repeated assembly and maintenance. They are especially useful in automation equipment, where sensor brackets, motor plates, covers, actuator supports, and fixture blocks often need adjustment over time.
The key is choosing the right insert type. Wire thread inserts are excellent for thread repair and reinforcement, but they require the correct STI receiving thread. Self-tapping inserts can simplify installation in suitable metals, but pilot-hole control is critical. Key-locking inserts provide strong mechanical retention for higher-load repairs.
A threaded insert should never be selected by thread size alone. The parent metal, hole preparation, wall thickness, load direction, installation method, and service cycle all matter.
Choose carefully, install accurately, and the insert will quietly do its job: keeping the threaded connection strong, serviceable, and ready for real machine operation.
Popular Articles
Keep Learning
Threaded Inserts for Metal: Applications, Types, Installation Tips, and Selection Guide
1. What Are Threaded Inserts for Metal? Threaded inserts for metal are fastening components used to create, reinforce, or repair internal threads in metal parts. They are installed into a prepared hole and provide a durable internal thread for a screw, bolt, or stud. In many metal assemblies, a directly tapped hole is enough. Steel parts with sufficient thread engagement can often hold fasteners reliably for years. But not every metal part has that luxury. Aluminum plates, cast housings, thin brackets......
Threaded Inserts Guide: Types, Uses, Installation Tips, and Mechatronic Applications
1. What Are Threaded Inserts? Threaded inserts are mechanical fastening components used to create strong, reusable internal threads in a base material. Instead of relying only on threads cut directly into aluminum, plastic, wood, cast metal, or a 3D printed part, a threaded insert is installed into a prepared hole. The insert then provides a durable female thread for a screw, socket head cap screw, or hex bolt. In practical terms, threaded inserts help materials hold screws more reliably, especially w......
Threaded Inserts for Wood: Applications, Installation Tips, and Selection Guide
1. What Are Threaded Inserts for Wood? Threaded inserts for wood are metal inserts designed to create reusable machine threads inside wooden parts. Instead of driving a wood screw directly into the material, the insert is installed into a drilled pilot hole. A machine screw, hex socket screw, hex bolt, knob, handle, leveling foot, or adjustable stop can then be fastened into the insert. In simple terms, threaded inserts allow wood to accept machine screws more like a metal component would. That is use......
Tooth Lock Washer Guide: Internal vs External Types, Uses, and Selection Tips for Mechatronic Assemblies
Quick Answer A tooth lock washer is a locking washer with small teeth formed around its inner or outer edge. When the fastener is tightened, the teeth bite into the underside of the screw head or nut and into the mating surface. This creates multiple contact points that increase friction and help resist rotational movement. The two most common forms are: · Internal tooth lock washer: teeth are located around the inner diameter. · External tooth lock washer: teeth are located around the outer diameter.......
Wedge Lock Washer Guide: How It Works, Uses, and Selection Tips
Quick Answer Box What is a wedge lock washer? A wedge lock washer is a two-piece locking washer system designed to prevent bolt and nut loosening by using wedge geometry, bolt tension, and surface engagement. How does a wedge lock washer work? It uses cams on the inner faces and radial teeth on the outer faces. When a fastener tries to loosen, the cam surfaces force the washer pair to expand axially, forcing additional bolt elongation and maintaining clamp load and resisting rotation. Is a wedge lock ......
Split Lock Washer vs. Spring Lock Washer: What’s the Difference?
Quick Answer Box Is a split lock washer the same as a spring lock washer? In many practical fastener catalogs, yes. A split lock washer is often also called a spring lock washer because it has a split helical shape that creates spring tension when compressed. Is every spring washer a lock washer? No. “Spring washer” is a broader category. It can include split lock washers, conical spring washers, wave washers, Belleville washers, and other elastic washer designs. What is the main difference? A split l......